我国汽车工业一贯努力开拓安全可靠、高速舒适、节能环保型当代汽车,其紧张的问题是汽车轻量化,这就对汽车零部件的高强度、轻量化提出了更高的哀求。汽车行业的节能减排、降耗,不仅表示在汽车上,还表示在零部件的生产过程中。采取高强度的铸造零部件产品替代传统零部件,以及运用更轻、更强的新材料,是办理汽车轻量化难题的有效路子。
本文通过对我公司卖力的汽车零部件精锻工厂设计过程的简要先容,希望给有须要的同仁供应一些参考建议。本项目引进了瑞士、日本最前辈的冷、温、热精密铸造工艺成形技能和汽车关键零部件专业化制造设备,实现了汽车关键零部件系列产品研发和生产。

精锻产品种类及用场
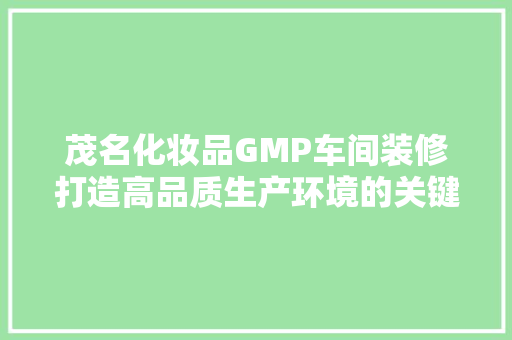
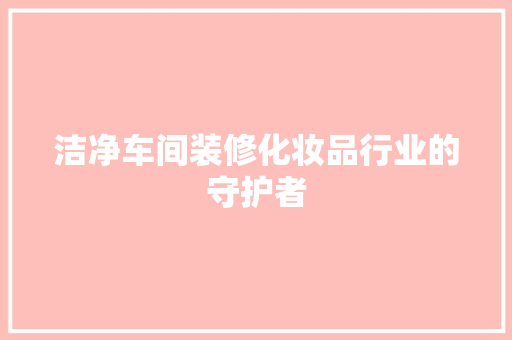
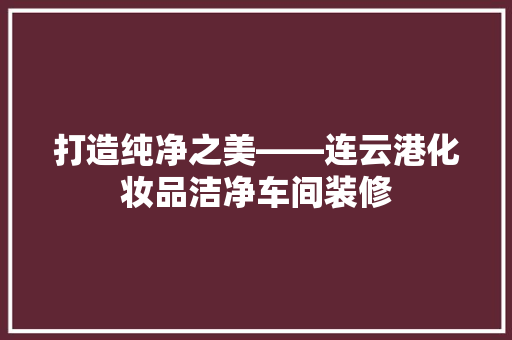
本项目研发、生产的紧张产品包括轿车(二、三、四代)轮毂轴承零件(图1)、凸轮块锻件(图2)、LUK锻件、精锻齿轮锻件(图3)等,采取精密铸造成形工艺、抗疲倦制造技能,增强汽车零部件的负荷能力、耐磨性,提高原材料利用率,知足高档次、龟龄命、耐疲倦、高性能锻件的设计须要。
精锻产品技能特性
针对轮毂轴承、齿轮等目标产品,利用物理仿照和数值仿照等当代研究手段,结合理论剖析、工艺试验和生产验证相结合的技能方案,研究精密塑性成形过程中金属材料流动规律,温度场、应力应变场的蜕变以及模具磨损机理和载荷分布,确定合理的工艺和变形参数设计原则,通过模具构造优化和模具材料优选,节制遐龄命多工位精锻模具技能,完成精密铸造成形过程工艺优化、模具技能和润滑技能的研究。形成了包括精密塑性成形工艺、模具及装备制造技能,多工位挤压和热模锻精密成形工艺、多工位精密成形模具构造优化设计、模具材料优选、步进式机器手传送技能等核心技能在内的轮毂轴承等汽车关键零部件高效制造核心技能。在技能层面,本项目居于海内领先和国际前辈水平。
图1 乘用车轮毂轴承锻件
图2 乘用车发动机凸轮块
图3 热精锻齿轮和冷精锻齿轮
工艺方案设计原则
⑴采取国际前辈的实用、高效、节能、低耗生产工艺和设备。在设计中贯彻挖潜、改造、消化接管、改造的方针,力求科学的投入,走经济效益和社会效益并重的新型工业发展道路。
⑵将新工厂建成拥有自主知识产权、高技能含量、高附加值产品、具有可持续性发展能力和市场竞争能力的海内领先、国际一流的当代化企业。
⑶在用地、抗震、消防、防雷、环保、劳动安全、卫生、绿化、节能等方面,坚持社会效益、环境效益、经济效益统一的原则,实现可持续性发展的计策哀求。完善公用配套举动步伐,一次方案,分步履行。对生产过程中产生的污水、废水、废气、固体废弃物和噪声采纳有效的管理方法。
生产任务和事情制度
承担5000万件精密锻件的棒料储存、下料、铸造、热处理、机加工、包装、入库等生产任务。采取双班事情制,每班事情韶光为8h,整年事情天数为300天。设备年时基数4565h,工人年时基数1790h。
平面支配方案
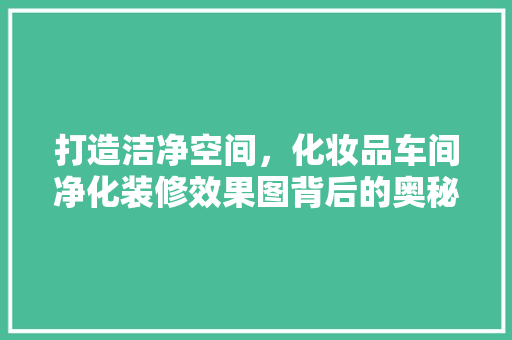
厂房内分别为原材料库、备料车间、MH(轿车二、三、四代轮毂轴承)精锻线、HS(凸轮、LUK)精锻线、CF(齿轮、十字轴)精锻、机加车间、模修车间、半成品库、成品库,精锻联合厂房工艺平面支配及物流图如图4所示。
精锻联合厂房工艺方案下料车间
⑴下料车间设计要点。
1)材料库存考虑2个月的存放周期。
图4 精锻联合厂房工艺平面支配及物流图
2)采取高效、高精度、高强度的生产设备。及时供应生产用的短棒料,哀求高精度、无毛病、无毛刺、无塌角、有光亮。
⑵棒材下料工艺流程。
1)热锻、温锻棒材下料工艺流程:长棒料→光亮剥皮(无心车床)→下料(高速棒料剪断机)→去毛刺(15GN履带式抛丸机)。
2)冷锻棒材下料工艺流程:长棒料→光亮剥皮(无心车床)→下料(高速圆盘锯)。
铸造车间
⑴铸造车间设计要点。
1)在技能方面:引进设备的同时,同步引进国外最前辈的生产工艺和技能,企业技能研发中央自主研发与海内高校联合研发相结合;聘请国内外专家驻厂辅导、培训。
2)在模具方面:锻模寿命至少比目前行业均匀水平增加10倍,要减少每件的工模具本钱至少达到50%,要从下订单后一周内制造出来工模具。
3)在能耗方面:减少全体铸造工艺能耗20%,能源本钱减少50%。
4)在材料方面:原材料花费至少减少15%,减少切削加工余量50%。
5)在效率方面:产品人力本钱减少50%,产能提高50%。,关键工序设备负荷率达到85%以上。
6)在质量方面:减少废品、返修件,废品率不大于25/1000000。
7)在环保方面:生产中产生的烟气、灰尘经除烟吸尘后高空排放。铸造过程中的冷却液体全部循环利用,实现锻件绿色制造。
⑵紧张锻件铸造工艺流程。
1)轿车轮毂单元:原材料(S50C、S55C、S56E2)→材质检讨→精密下料(冷剪称重)→中频感应加热(1170℃~1230℃)→镦粗、预成形、成形、冲连皮、精整(AMP315自动模锻机)→余热控温无氧化正火→表面抛光→调质热处理→二次表面抛光→探伤→包装入库。
2)MW(球笼、滑套)精密温锻件:原材料(XC45、UC1)→材质检讨→精密下料(冷剪称重)→中频感应加热(900℃~950℃)→整形、预成形1、预成形2、预成形3、终成形(MME-2000五工位温锻机)→余热控温无氧化正火→表面抛光→锻件表面润滑处理→精密冷挤压整形→表面抛光→探伤、考验、防锈→包装入库。
3)HS(凸轮、LUK)精锻:原材 料(S45C、100Cr6、SUJ2、SKF3)→材质检讨→精密下料(冷剪称重)→中频感应加热(1050℃~1150℃)→剪切、预成形、成形、冲孔(AMP30S高速热锻机)→余热控温无氧化正火→A路线(表面抛光→调质处理)或 B路线(等温球化退火)→二次表面抛光→探伤、考验、防锈→包装入库。
4)CF(齿轮、星形套、十字轴)精锻:原材料(20CrMnTiH)→材质检讨→精密下料(带锯、称重)→退火→考验→皂化(自动润滑处理机,喷涂高分子润滑剂FL-E240)→闭塞冷锻→机加工→拉花键→热处理→丈量考验→包装入库。
热处理车间
⑴热处理车间设计要点。
1)采取成熟可靠生产工艺,选用前辈、适用、自动化程度高的热处理设备。采取节能工艺,降落热处理能耗。减少热处理氧化,充分节材。
2)正火利用铸造余热,采取余热控温冷却工艺,用辊道将铸造设备与热处理炉连接成线。
3)凸轮块等温球化退火、齿轮等温正火采取一条氮基保护气氛退火炉进行,采取纯度为99.995%氮气作为载气,丙烷作为富化气。
4)LUK工件的调质热处理采取一条调质热处理生产线,调质后采取履带式抛丸机进行抛光,去除氧化皮。
5)工件抛光后进行1%抽检磁粉探伤,检讨表面裂纹。
⑵紧张锻件热处理工艺流程。
1)轿车轮毂轴承单元:铸造车间→余热控温正火→表面抛光→磁粉探伤→机加工车间。
2)球笼、滑套:铸造车间→余热控温正火→表面抛光→表面润滑处理→冷挤压→探伤→包装入库。
3)凸轮块:铸造车间→等温球化退火→表面抛光→探伤→包装入库。
4)LUK:铸造车间→余热控温正火→表面抛光→调质热处理→二次表面抛光→探伤→包装入库。
5)齿轮:铸造车间→等温正火→表面润滑→冷精整→机加工车间。
6)十字轴:铸造车间→退火→考验→表面润滑→冷锻→机加工车间。
机加车间
⑴机加车间设计要点。
1)车间采取成熟工艺,完成零件的粗加工。按“一台机床一条生产线”的思路,采取单元式布局,单元由单台机床、机器手和旋转料仓组成。
2)采取成组技能,组建成组生产线,适应多品种生产特点,贯彻“精益生产”思想。
3)机床具备零件夹紧检测和切削状态自动检测、报警能力。产品检测采取专用量具和检具。
⑵紧张锻件机加工艺流程。
1)轮毂轴承外圈、内圈:毛坯→粗车内孔、A端面(MW200G)→零件高下料→粗车外圆、B端面(MW200G)→清理、考验→入库。
2)十字轴:毛坯→粗车轴头A外圆、圆角和端面(MT12GMC主轴A1)→粗车轴头B外圆、圆角和端面(MT12GMC主轴A2)→零件高下料→粗车轴头C外圆、圆角和端面(MT12GMC主轴B1)→粗车轴头D外圆、圆角和端面(MT12GMC主轴B2)→清理、考验→入库。
3)齿轮:毛坯→粗车内孔、A端面(HS100G)→零件高下料、翻面→粗车外圆、B端面(HS100G)。
模具车间
⑴模具车间设计要点。
1)车间采取前辈、成熟工艺,知足铸造车间模具维修须要。
2)车间所需设备紧张为数控车床、立式加工中央和真空炉。
⑵模具维修工艺流程。
拆卸清理→切去型腔毛病部分(铣床)→堆焊修补(焊机)→精加工模腔(立式加工中央/电火花加工机床)→人工打磨→考验。
厂区总图及物流方案厂区总图
⑴根据精锻工厂主导产品的生产工艺流程和物料运输,物流强度的关系进行综合设计,将厂区分为厂前区、生产区、生产赞助区及其他生产配套区等四大功能板块。
⑵厂前区紧张由综合楼和停车棚组成。
⑶生产区紧张由材料库、备料车间、精锻车间、机加车间、模修车间、成品库等组成精锻联合厂房。
⑷生产赞助区紧张由综合站房和综合辅房等组成。
⑸其他生产配套区紧张由食堂、废物堆场和35kV配电站等组成。
厂区物流
厂区内设置2个物流出入口,位于西南面和北面,与园区道路相连接。本次设计厂外运输均利用社会运输公司,厂内运输采取叉车、平板车和行车运输。在厂区内环绕联合厂房形成环形物流利道,并与物流出入口相联系,担保物流运输的通畅。
精锻工厂内部物流
原材料(棒料)汽运→精锻工厂生产(备料车间-铸造车间-热处理车间-机加车间-库房)→锻件汽运(成品、半成品)
结束语精锻工厂的工程设计是根据锻件特点、生产纲领、工艺流程、设备选型等方面综合决定的,同时也受到企业的生产模式、经营办法和管理理念等影响。本项目工程设计采取了目前国内外前辈、成熟、环保的工艺、技能、设备,从原材料入库存放,到长棒料光亮处理,到精密剪切、去毛刺、称重,到根据不同的产品特点采取冷、温、热三种办法精密铸造,再到连续式热处理、部分锻件精密机加工(别的部分锻件作为成品直接外销),末了包装入库外发,全部生产过程按一个流程、设备支配紧凑、工序物流短捷的办法进行精益生产,将全体精锻联合厂房各个车间有机联系起来,力求在设计年夜将新建精锻工厂培植成为当代一流铸造企业。
作者简介
何强,高等工程师,从事锻压工艺设计事情。《桂林福达重工铸造有限公司年产10万吨精密锻件培植工程项目可行性研究报告》第一编撰人,获中国工程咨询协会《全国精良工程咨询成果奖》三等奖,获中国机器工业勘察设计协会《机器行业精良工程咨询成果奖》一等奖。
—— 来源:《铸造与冲压》2019年第15期